


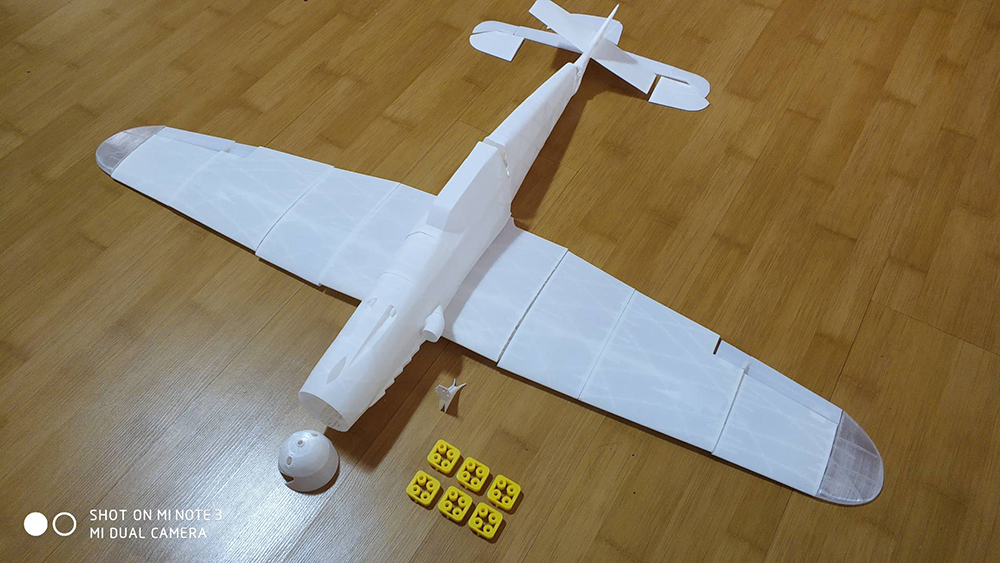
PLA-LW
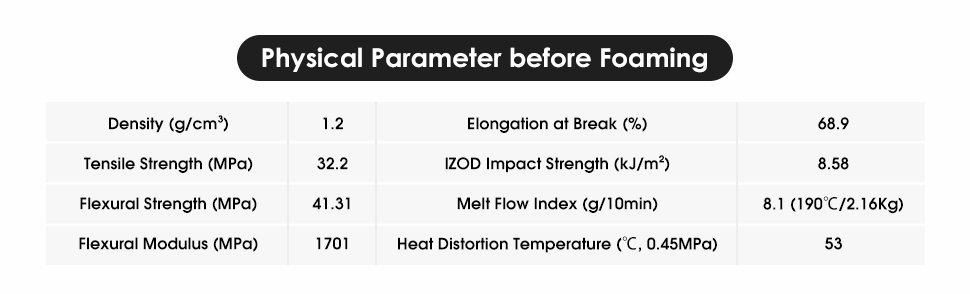
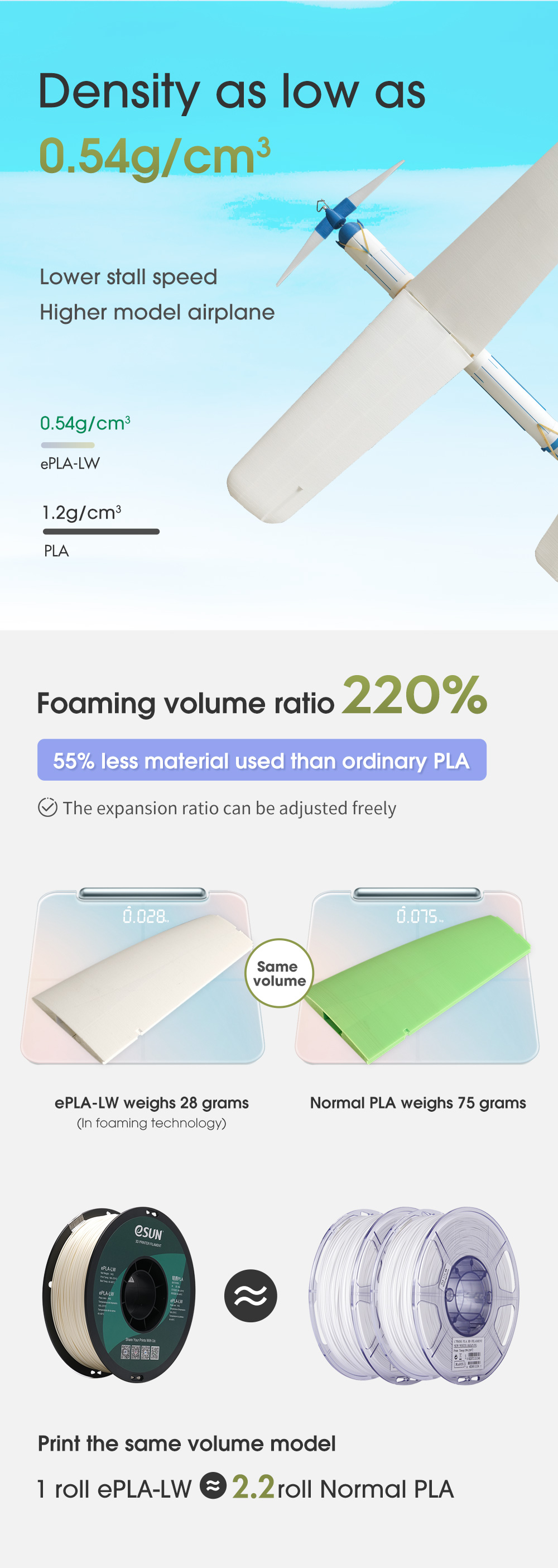
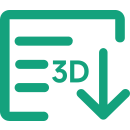
Leichtes PLA-Filamentist ein speziell für den Modellflug entwickeltes Material. Die Zwischenschichthaftung ist stabil, und die Schaumrate und -stärke können durch Anpassung der Drucktemperatur gesteuert werden. PLA-LW nutzt die aktive Schaumtechnologie, um leichte PLA-Teile mit geringer Dichte zu erzielen. Das Schaumvolumenverhältnis beträgt 220 % und die Dichte beträgt nur 0,54 g/cm³.
- * Beschreibung:
-
Beschreibung
Durch das Aufschäumen wird das Schichtmuster nahezu unsichtbar und die Oberfläche des Druckobjekts ist matt und zart. Beim gleichen Modell und bei gleicher Geschwindigkeit ermöglicht das leichte PLA-Filament dem Modellflugzeug eine geringere Flügelbelastung und eine geringere Stallgeschwindigkeit, was die Leistung des Modellflugzeugs erheblich verbessern kann.
Verkaufspunkt
Dichte nur 0,54 g/cm3
Schaumvolumenverhältnis 220 %
Freie Einstellung von Stärke und Schaumverhältnis
Hervorragender matter OberflächeneffektGute Zwischenschichthaftung
Leicht zu bemalen
Ausgezeichnete DruckbarkeitTipps
Hinweise
1. Beachten Sie, dass die Geschwindigkeitseinstellung der ersten Schicht mit der tatsächlichen Druckgeschwindigkeit übereinstimmt. Stellen Sie sie auf 100 % der tatsächlichen Druckgeschwindigkeit ein. Deaktivieren Sie die Funktion zur Reduzierung der Druckgeschwindigkeit für die erste Schicht und kleine Bereiche. Die Extrusionsrate der ersten Schicht muss mit der tatsächlichen Extrusionsrate des Schaums übereinstimmen, z. B. 270 Grad, eingestellt auf 45 % der Extrusionsrate der ersten Schicht. Wenn die Betthaftung zu stark ist, können Sie beim Drucken das Bodenventil einstellen.
2. Achten Sie auf die maximale Betriebstemperatur des Druckers. Die meisten Teflonschlauchdrucker können nicht lange über 250 betrieben werden℃. Langfristiges Drucken über dieser Temperatur kann zum Blockieren führen. Wenn die Temperatur 250℃, zum Drucken sind Hochtemperaturdrucker wie Metallschläuche erforderlich.
3. Das Vergilben von Druckteilen nach dem Aufschäumen bei hohen Temperaturen ist ein normales Phänomen. Durch Senken der Drucktemperatur kann dieses Problem behoben werden.
4. Da das PLA-LW im Schmelzraum der Hochtemperaturdüse kontinuierlich schäumt, funktioniert der Rückzug grundsätzlich nicht. Stringing ist beim Drucken normal. Es wird empfohlen, das RC-Flugzeug im Vasenmodus zu drucken, um den Effekt des Stringings zu reduzieren.
5. Das Schaumverhältnis hängt von der Temperatur, der Druckgeschwindigkeit und der Größe des Schmelzhohlraums der Düse ab. Achten Sie darauf, die Wandstärke des Modelldesigns entsprechend Ihrer eigenen Drucksituation zu vergleichen und Extrusionsrate, Temperatur, Geschwindigkeit und andere Parameter anzupassen.
Erfahren Sie mehr über PLA-Filament
- * Produktvorstellungsvideo
-
- * Anwendung
- * Gedrucktes Modell
-




-
 PLA-LW HS Parameter für
PLA-LW HS Parameter für
Bambu Lab & Creality -
 Sicherheitsdatenblatt
Sicherheitsdatenblatt -
 TDS
TDS -
 ROHS
ROHS -
 ERREICHEN
ERREICHEN
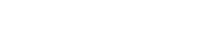
| Dichte (g/cm3) | 1.2 |
| Schmelzflussindex | 8,1 (190 °C/2,16 kg) |
| Wärmeformbeständigkeitstemperatur (℃, 0,45 MPa) | 42 5/10 |
| Zugfestigkeit (MPa) (XY) | 11.39 |
| Zugfestigkeit (MPa)(Z) | 1,74 |
| Bruchdehnung (%) (XY) | 4.02 |
| Bruchdehnung (%) (Z) | 1,52 |
| Biegefestigkeit (MPa) (XY) | 20.4 |
| Biegefestigkeit (MPa)(Z) | 3 |
| Biegemodul (MPa) (XY) | 964,07 |
| Biegemodul (MPa)(Z) | 206,83 |
| IZOD-Schlagfestigkeit (kJ/㎡) (XY) | 5,49 |
| IZOD-Schlagfestigkeit (kJ/㎡)(Z) | 0,73 |
| Extrudertemperatur (℃) | 190-270℃ |
| Betttemperatur (℃) | 45-60℃ |
| Lüftergeschwindigkeit (%) | 100 % |
| Druckgeschwindigkeit (mm/S) | 40–100 mm/s |
| Beheiztes Bett | Brauchen |
| Druckvorschläge | Pullback deaktivieren und nicht mehrere Modelle zusammen drucken |




