


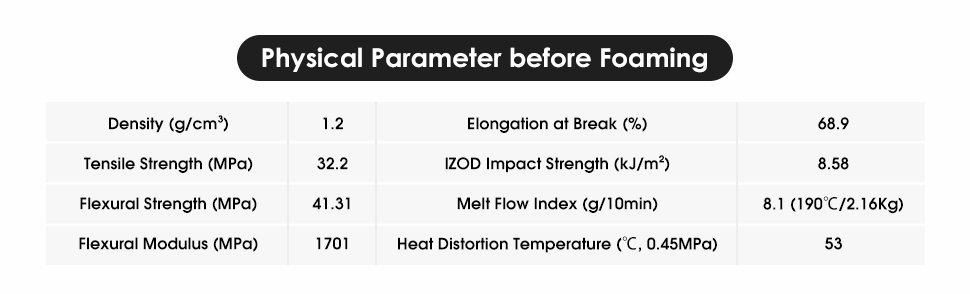
PLA-LW
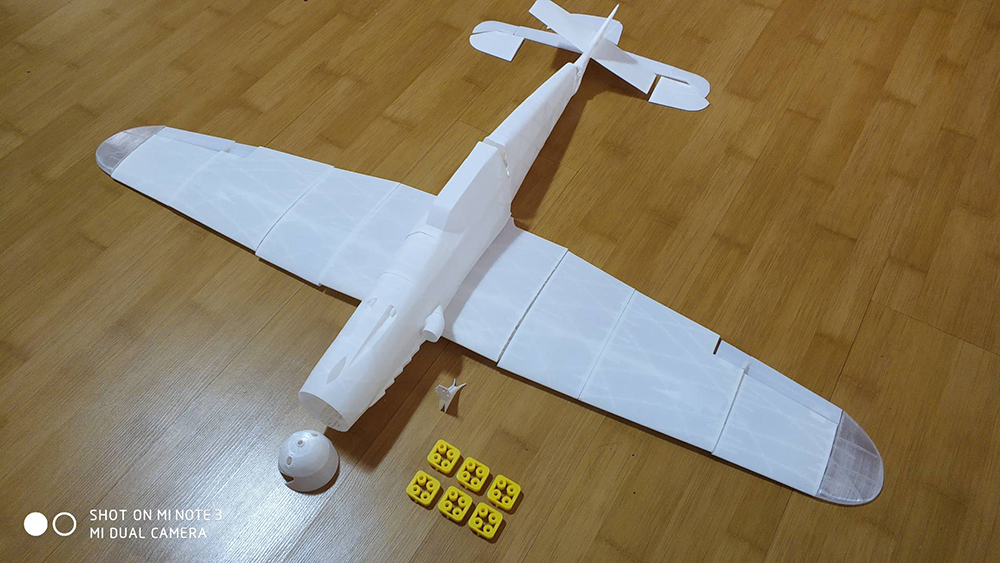
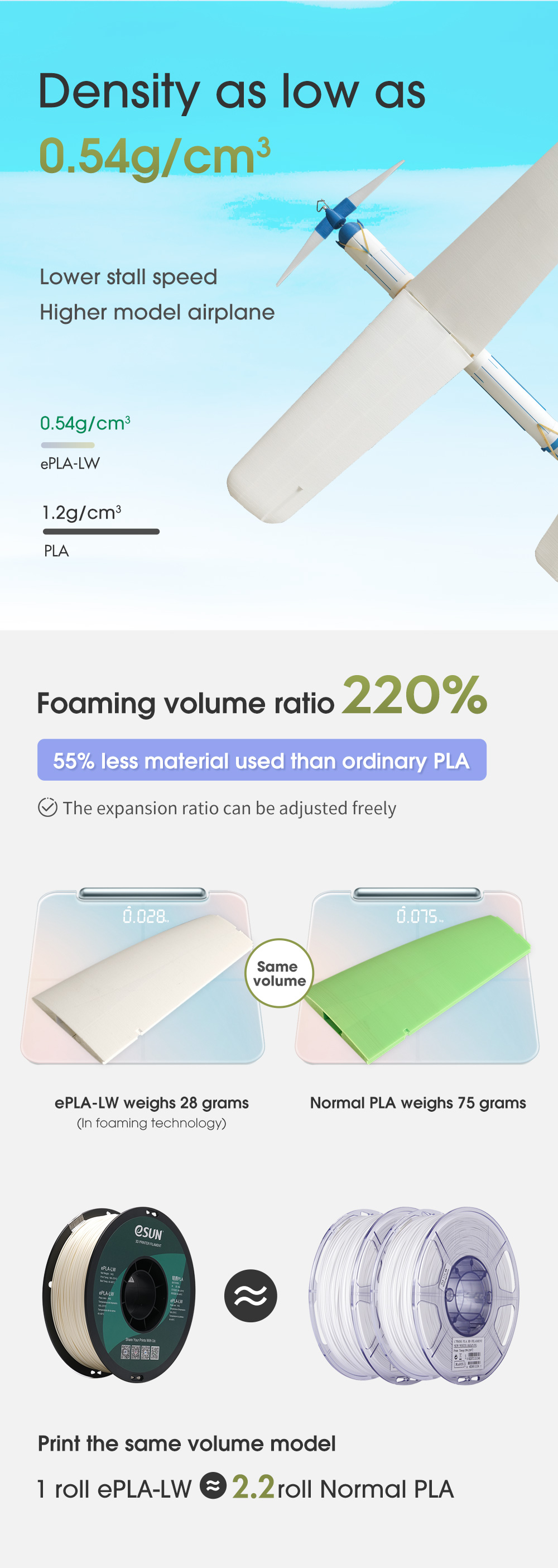
Filamento in PLA leggeroè un materiale sviluppato appositamente per l'aeromodellismo. L'adesione tra gli strati è stabile e la velocità e la resistenza della schiumatura possono essere controllate regolando la temperatura di stampa. Il PLA-LW utilizza la tecnologia di schiumatura attiva per ottenere parti in PLA leggere e a bassa densità, con un rapporto di volume di schiumatura del 220% e una densità di soli 0,54 g/cm³.
- * Descrizione:
-
Descrizione
La schiumatura rende il motivo a strati quasi invisibile e la superficie dell'oggetto stampato risulta opaca e delicata. A parità di modello e velocità, il filamento PLA leggero consente al modello di aeromobile di avere un carico alare inferiore e una velocità di stallo inferiore, il che può migliorare notevolmente le prestazioni del modello.
Punto di vendita
Densità fino a 0,54 g/cm3
Rapporto di volume di schiumatura 220%
Regolazione libera della forza e del rapporto di schiumatura
Eccellente effetto superficiale opacoBuona adesione interstrato
Facile da dipingere
Ottima stampabilitàSuggerimenti
Note
1. Si noti che l'impostazione della velocità del primo strato è coerente con la velocità di stampa effettiva, impostata al 100% della velocità di stampa effettiva, disattivare la funzione di riduzione della velocità di stampa del primo strato e di piccole aree, la velocità di estrusione del primo strato è coerente con la velocità di estrusione della schiuma effettiva, ad esempio 270 gradi impostati al 45% della velocità di estrusione del primo strato; se l'adesione del letto è troppo forte, è possibile impostare la valvola inferiore durante la stampa.
2. Prestare attenzione alla temperatura massima di esercizio della stampante. La maggior parte delle stampanti con tubi in Teflon non può essere utilizzata per un periodo di tempo prolungato oltre i 250 °C.°CLa stampa prolungata a temperature superiori a questa temperatura può causare blocchi. Se la temperatura supera i 250°CPer la stampa sono necessarie stampanti ad alta temperatura, come tubi metallici.
3. L'ingiallimento delle parti stampate dopo la schiumatura ad alta temperatura è un fenomeno normale. Abbassando la temperatura di stampa è possibile attenuarlo.
4. Poiché il PLA-LW si espande continuamente nella cavità di fusione dell'ugello ad alta temperatura, la retrazione non funziona. La formazione di filamenti è normale durante la stampa. Si consiglia di stampare l'aereo RC in modalità vaso per ridurre l'effetto di filamento.
5. Il rapporto di schiumatura è correlato alla temperatura, alla velocità di stampa, alle dimensioni della cavità di fusione dell'ugello; prestare attenzione a confrontare lo spessore della parete del modello in base alla propria situazione di stampa, regolare la velocità di estrusione, la temperatura, la velocità e altri parametri.
Scopri di più suFilamento PLA
- * Video di presentazione del prodotto
-
- * Applicazione
- * Modello di stampa
-




-
 Parametri PLA-LW HS per
Parametri PLA-LW HS per
Bambu Lab e Creality -
 Scheda di sicurezza
Scheda di sicurezza -
 TDS
TDS -
 Direttiva ROHS
Direttiva ROHS -
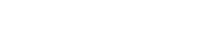
 PORTATA
PORTATA
| Densità (g/cm3) | 1.2 |
| Indice di fluidità | 8,1 (190℃/2,16 kg) |
| Temperatura di deformazione termica (℃, 0,45 MPa) | 42 5/10 |
| Resistenza alla trazione (MPa) (XY) | 11.39 |
| Resistenza alla trazione (MPa) (Z) | 1.74 |
| Allungamento a rottura (%) (XY) | 4.02 |
| Allungamento a rottura (%) (Z) | 1.52 |
| Resistenza alla flessione (MPa) (XY) | 20.4 |
| Resistenza alla flessione (MPa) (Z) | 3 |
| Modulo di flessione (MPa) (XY) | 964.07 |
| Modulo di flessione (MPa) (Z) | 206,83 |
| Resistenza all'urto IZOD (kJ/㎡) (XY) | 5.49 |
| Resistenza all'urto IZOD (kJ/㎡) (Z) | 0,73 |
| Temperatura dell'estrusore (℃) | 190-270℃ |
| Temperatura del letto (℃) | 45-60℃ |
| Velocità della ventola (%) | 100% |
| Velocità di stampa (mm/S) | 40-100 mm/s |
| Letto riscaldato | Bisogno |
| Suggerimenti per la stampa | Disattivare il pullback e non stampare più modelli insieme |




