


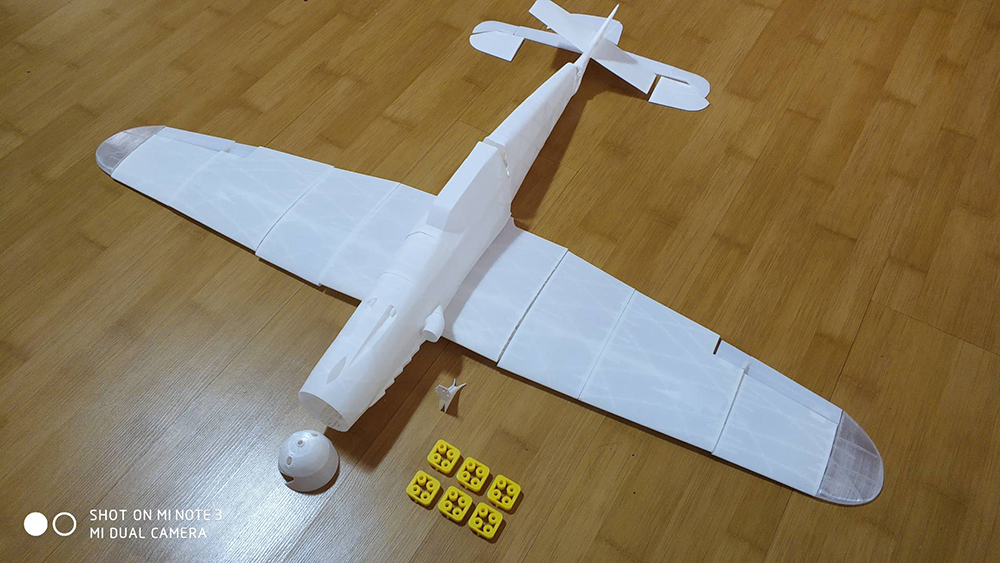
PLA-LW
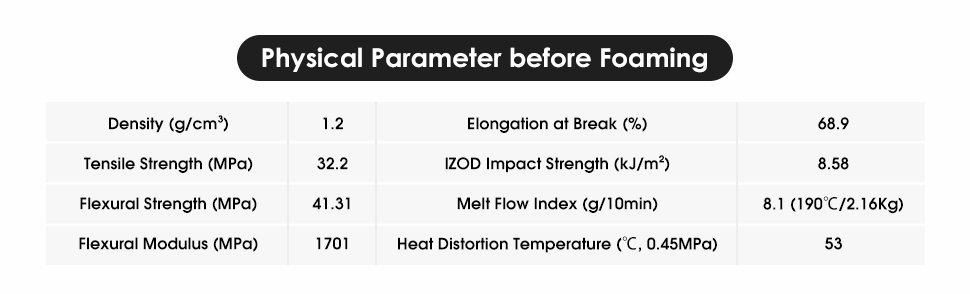
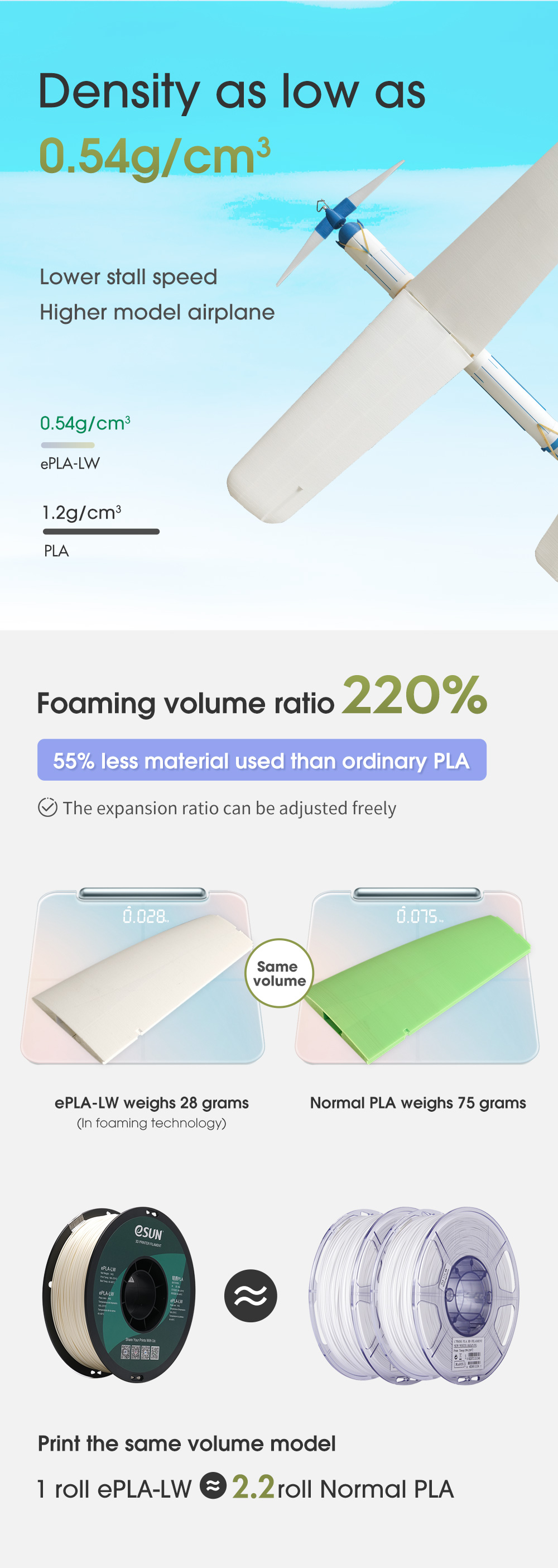
Filamento de pla leveÉ um material especialmente desenvolvido para aeromodelismo. A ligação entre camadas é estável e a taxa e a resistência da espuma podem ser controladas ajustando a temperatura de impressão. O PLA-LW utiliza tecnologia de espumação ativa para obter peças de PLA leves e de baixa densidade. A relação de volume de espumação é de 220% e a densidade é de apenas 0,54 g/cm³.
- * Descrição:
-
Descrição
A espuma torna o padrão em camadas quase invisível, e a superfície do item impresso é fosca e delicada. Sob o mesmo modelo e na mesma velocidade, o filamento de pla leve permite que o modelo tenha uma carga alar mais leve e uma velocidade de estol menor, o que pode melhorar significativamente o desempenho do modelo.
Ponto de venda
Densidade tão baixa quanto 0,54g/cm3
Relação de volume de espuma 220%
Ajuste livre da força e da taxa de formação de espuma
Excelente efeito de superfície foscaBoa adesão entre camadas
Fácil de pintar
Excelente capacidade de impressãoPontas
Notas
1. Observe que a configuração de velocidade da primeira camada é consistente com a velocidade real de impressão, definida como 100% da velocidade real de impressão, desligue a função de redução de velocidade de impressão da primeira camada e de pequenas áreas, a taxa de extrusão da primeira camada é consistente com a taxa real de extrusão de espuma, como 270 graus definida como 45% da taxa de extrusão da primeira camada; se a adesão da cama for muito forte, você pode definir a válvula inferior ao imprimir.
2. Preste atenção à temperatura máxima de operação da impressora. A maioria das impressoras com tubo de Teflon não pode ser operada por longos períodos acima de 250°CA impressão a longo prazo acima desta temperatura pode causar bloqueios. Se a temperatura exceder 250°C, impressoras de alta temperatura, como mangueiras de metal, são necessárias para impressão.
3. O amarelamento das peças impressas após a formação de espuma em alta temperatura é um fenômeno normal. Reduzir a temperatura de impressão pode aliviar esse problema.
4. Como o PLA-LW forma espuma continuamente na cavidade de fusão do bico de alta temperatura, a retração basicamente não funciona. A formação de fios é normal durante a impressão. Recomenda-se imprimir o plano RC no modo vaso para reduzir o efeito de formação de fios.
5. A taxa de formação de espuma está relacionada à temperatura, velocidade de impressão, tamanho da cavidade de fusão do bico. Preste atenção para comparar a espessura da parede do modelo de acordo com sua situação de impressão, ajuste a taxa de extrusão, temperatura, velocidade e outros parâmetros.
Veja mais sobreFilamento PLA
- * Vídeo de introdução do produto
-
- * Aplicativo
- * Modelo de impressão
-




-
 Parâmetros PLA-LW HS para
Parâmetros PLA-LW HS para
Bambu Lab e Creality -
 FISPQ
FISPQ -
 TDS
TDS -
 RoHS
RoHS -
 ALCANÇAR
ALCANÇAR
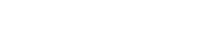
| Densidade (g/cm3) | 1.2 |
| Índice de fluxo de fusão | 8,1 (190℃/2,16 kg) |
| Temperatura de distorção térmica (℃, 0,45 MPa) | 42 5/10 |
| Resistência à Tração (MPa) (XY) | 11,39 |
| Resistência à Tração (MPa)(Z) | 1,74 |
| Alongamento na Ruptura(%)(XY) | 4.02 |
| Alongamento na Ruptura(%)(Z) | 1,52 |
| Resistência à flexão (MPa) (XY) | 20.4 |
| Resistência à flexão (MPa) (Z) | 3 |
| Módulo de Flexão (MPa)(XY) | 964,07 |
| Módulo de Flexão (MPa)(Z) | 206,83 |
| Resistência ao impacto IZOD (kJ/㎡) (XY) | 5,49 |
| Resistência ao impacto IZOD (kJ/㎡) (Z) | 0,73 |
| Temperatura da extrusora (℃) | 190-270℃ |
| Temperatura da cama (℃) | 45-60℃ |
| Velocidade do ventilador (%) | 100% |
| Velocidade de impressão (mm/s) | 40-100 mm/s |
| Cama aquecida | Precisar |
| Sugestões de impressão | Desative o pullback e não imprima vários modelos juntos |




