


PLA-LW
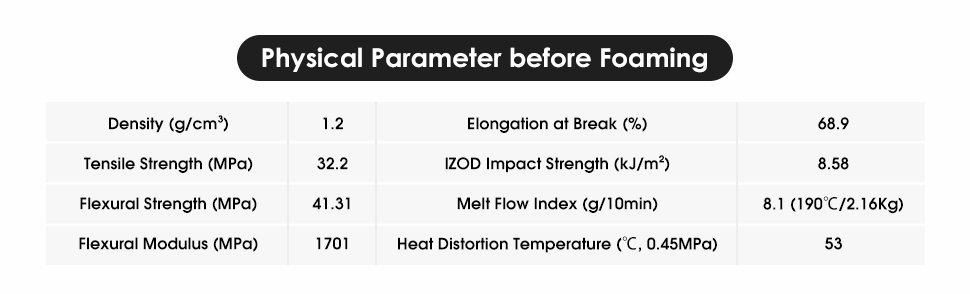
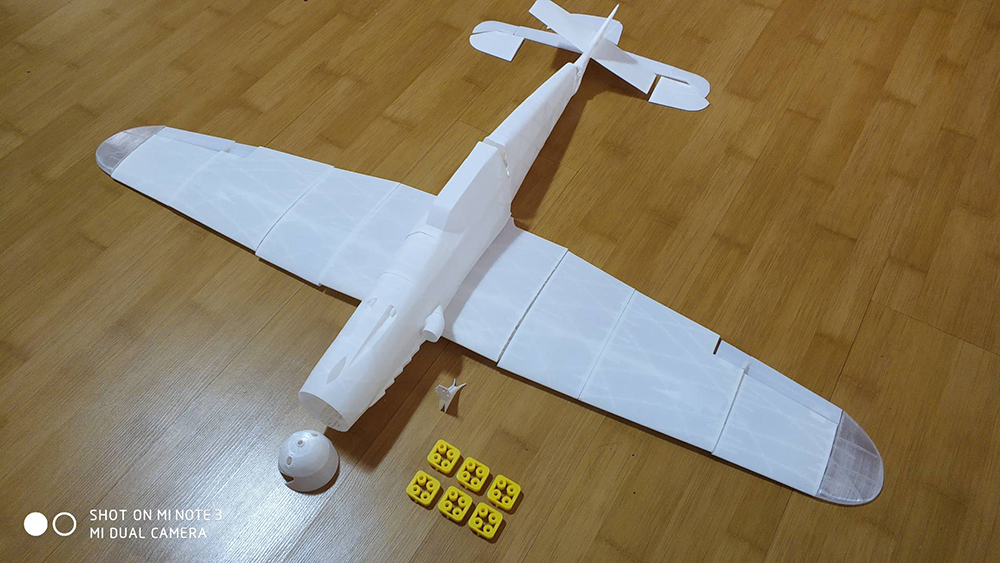
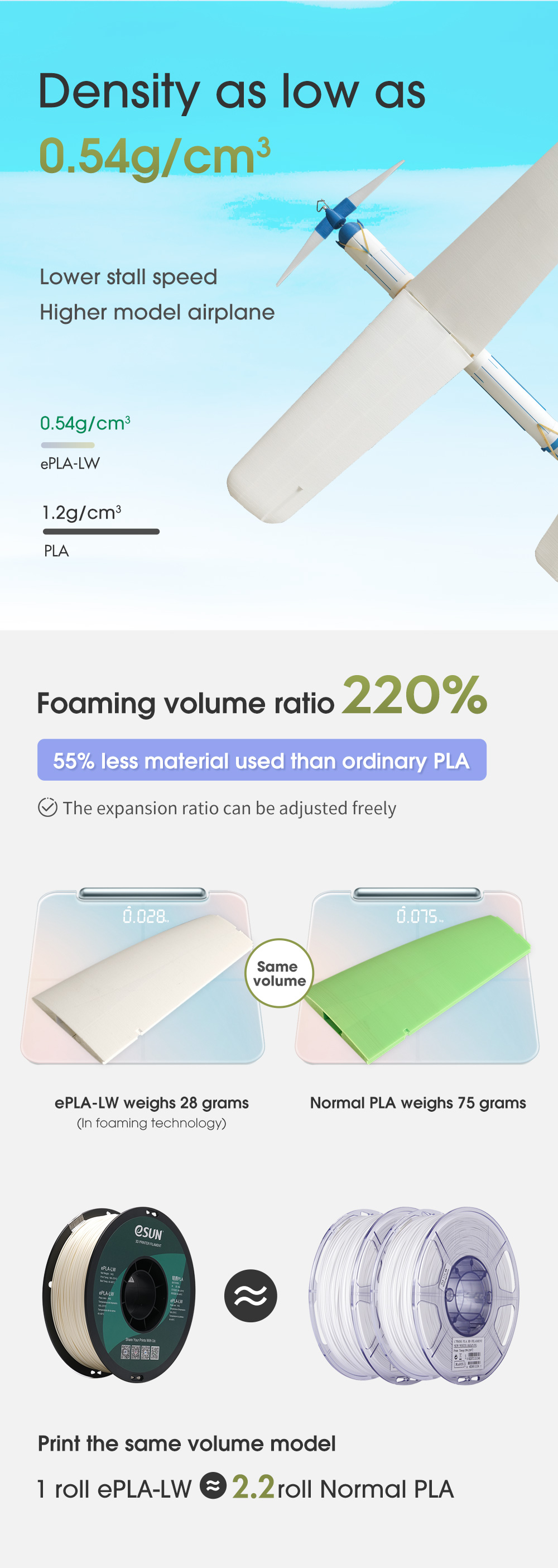
Hafif pla filamentUçak modelleme için özel olarak geliştirilmiş bir malzemedir. Katmanlar arası bağlanma stabildir ve köpürme hızı ve mukavemeti, baskı sıcaklığı ayarlanarak kontrol edilebilir. PLA-LW, hafif ve düşük yoğunluklu PLA parçaları elde etmek için aktif köpürtme teknolojisini kullanır; köpürme hacim oranı %220 ve yoğunluğu 0,54 g/cm3 kadar düşüktür.
- * Tanım:
-
Tanım
Köpükleme, katmanlı deseni neredeyse görünmez hale getirir ve basılı ürünün yüzeyi mat ve narindir. Aynı modelde ve aynı hızda, hafif pla filamenti model uçağın daha hafif kanat yüküne ve daha düşük durma hızına sahip olmasını sağlayarak model uçağın performansını büyük ölçüde artırabilir.
Satış noktası
Yoğunluk 0,54 g/cm kadar düşük3
Köpüklenme hacim oranı %220
Mukavemet ve köpük oranının serbestçe ayarlanması
Mükemmel mat yüzey efektiİyi katmanlar arası yapışma
Boyaması kolay
Mükemmel basılabilirlikİpuçları
Notlar
1. İlk katman hız ayarının gerçek baskı hızıyla tutarlı olduğunu, gerçek baskı hızının %100'üne ayarlandığını unutmayın, ilk katman ve küçük alan baskı hızı azaltma işlevini kapatın, ilk katman ekstrüzyon hızı gerçek köpük ekstrüzyon hızıyla tutarlıdır, örneğin 270 derece ilk katman ekstrüzyon hızının %45'ine ayarlandığında; yatak yapışması çok güçlüyse, baskı sırasında alt valfi ayarlayabilirsiniz.
2. Yazıcının maksimum çalışma sıcaklığına dikkat edin. Çoğu teflon tüp yazıcı 250 derecenin üzerinde uzun süre çalıştırılamaz.℃Bu sıcaklığın üzerinde uzun süreli baskı, tıkanmaya neden olabilir. Sıcaklık 250°C'yi aşarsa,℃, baskı için metal hortumlar gibi yüksek sıcaklığa dayanıklı yazıcılara ihtiyaç duyulur.
3. Yüksek sıcaklıkta köpürtme işleminden sonra basılı parçaların sararması normal bir durumdur. Baskı sıcaklığını düşürmek bu sorunu giderebilir.
4. PLA-LW, yüksek sıcaklık nozulunun eritme boşluğunda sürekli köpürdüğünden, geri çekme işlemi neredeyse hiç çalışmaz. Baskı sırasında ipliklenme normaldir. İplenme etkisini azaltmak için rc uçağın vazo modunda basılması önerilir.
5. Köpürme oranı sıcaklık, baskı hızı, nozul erime boşluğu boyutu ile ilgilidir, kendi baskı durumunuza göre model tasarım duvar kalınlığını karşılaştırmaya dikkat edin, ekstrüzyon oranını, sıcaklığı, hızı ve diğer parametreleri ayarlayın.
Daha fazlasını görünPLA Filament
- * Ürün tanıtım videosu
-
- * Başvuru
- * Baskı modeli
-




-
 PLA-LW HS Parametreleri
PLA-LW HS Parametreleri
Bambu Lab ve Creality -
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 ULAŞMAK
ULAŞMAK
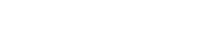
| Yoğunluk(g/cm3) | 1.2 |
| Erime Akış İndeksi | 8.1(190℃/2.16kg) |
| Isı Bozulması Sıcaklığı (℃,0.45MPa) | 42 5/10 |
| Çekme Dayanımı (MPa) (XY) | 11.39 |
| Çekme Dayanımı (MPa)(Z) | 1.74 |
| Kopma Uzaması (%) (XY) | 4.02 |
| Kopma Uzaması (%) (Z) | 1.52 |
| Eğilme Dayanımı (MPa) (XY) | 20.4 |
| Eğilme Dayanımı (MPa)(Z) | 3 |
| Eğilme Modülü (MPa)(XY) | 964.07 |
| Eğilme Modülü (MPa)(Z) | 206.83 |
| IZOD Darbe Dayanımı (kJ/㎡)(XY) | 5.49 |
| IZOD Darbe Dayanımı (kJ/㎡)(Z) | 0,73 |
| Ekstruder Sıcaklığı (℃) | 190-270℃ |
| Yatak sıcaklığı(℃) | 45-60℃ |
| Fan Hızı(%) | %100 |
| Baskı Hızı (mm/S) | 40-100 mm/sn |
| Isıtmalı Yatak | İhtiyaç |
| Baskı Önerileri | Geri çekmeyi kapatın ve birden fazla modeli birlikte yazdırmayın |




