


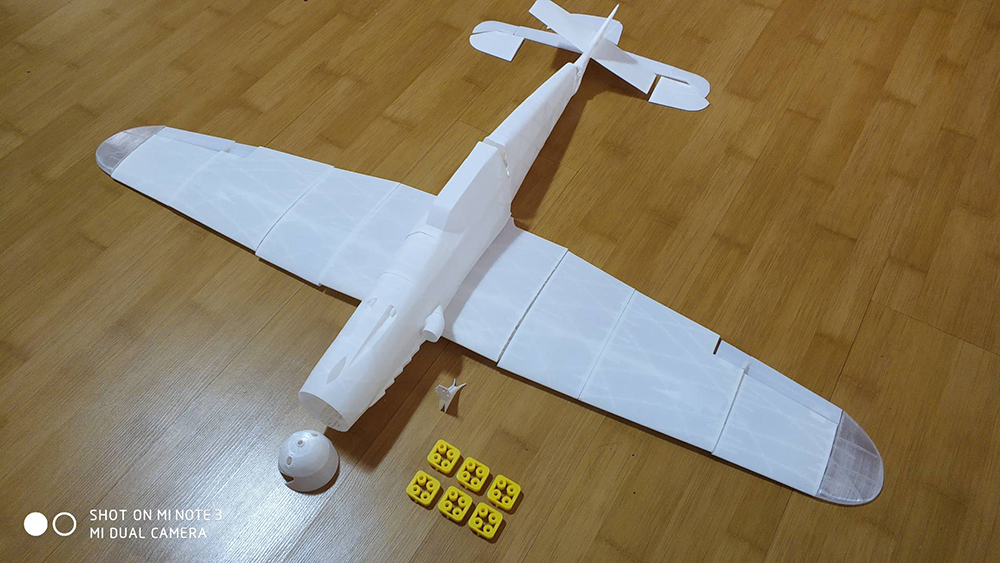
PLA-LW
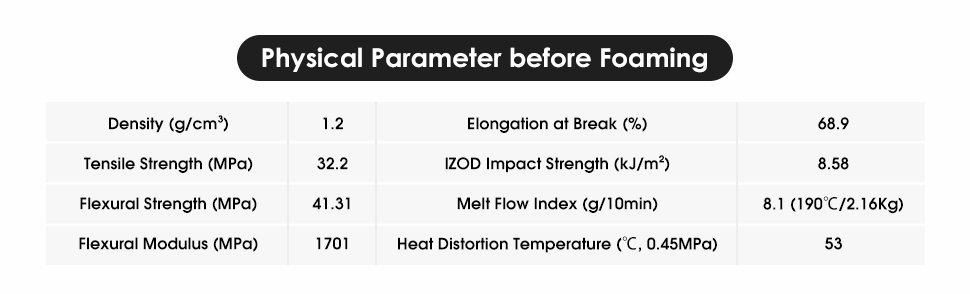
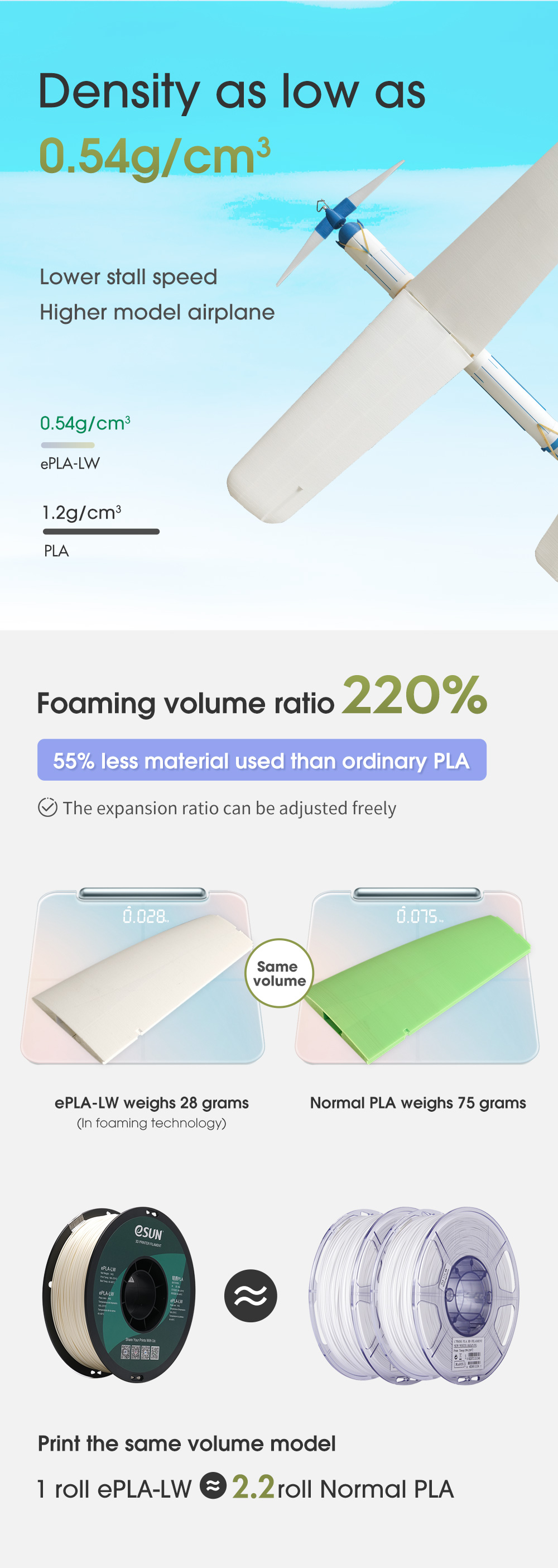
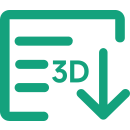
Lichtgewicht PLA-filamentPLA-LW is een materiaal dat speciaal is ontwikkeld voor aeromodellering. De hechting tussen de lagen is stabiel en de schuimsnelheid en -sterkte kunnen worden geregeld door de printtemperatuur aan te passen. PLA-LW maakt gebruik van actieve schuimtechnologie om lichtgewicht PLA-onderdelen met een lage dichtheid te produceren. De schuimvolumeverhouding is 220% en de dichtheid is slechts 0,54 g/cm³.
- * Beschrijving:
-
Beschrijving
Door het schuimen is het gelaagde patroon vrijwel onzichtbaar en is het oppervlak van het geprinte item mat en delicaat. Onder hetzelfde model en met dezelfde snelheid zorgt het lichtgewicht PLA-filament ervoor dat het modelvliegtuig een lagere vleugelbelasting en een lagere overtreksnelheid heeft, wat de prestaties van het modelvliegtuig aanzienlijk kan verbeteren.
Verkooppunt
Dichtheid zo laag als 0,54 g/cm3
Schuimvolumeverhouding 220%
Vrije aanpassing van sterkte en schuimverhouding
Uitstekend mat oppervlakte-effectGoede hechting tussen de lagen
Gemakkelijk te schilderen
Uitstekende bedrukbaarheidTips
Notities
1. Houd er rekening mee dat de snelheidsinstelling voor de eerste laag overeenkomt met de werkelijke afdruksnelheid. Stel deze in op 100% van de werkelijke afdruksnelheid. Schakel de functie voor het verminderen van de afdruksnelheid voor de eerste laag en voor kleine oppervlakken uit. De extrusiesnelheid van de eerste laag komt overeen met de werkelijke extrusiesnelheid van het schuim, bijvoorbeeld 270 graden ingesteld op 45% van de extrusiesnelheid van de eerste laag. Als de hechting van het bed te sterk is, kunt u de onderste klep tijdens het afdrukken instellen.
2. Let op de maximale bedrijfstemperatuur van de printer. De meeste printers met teflonbuizen kunnen niet langdurig boven 250 graden Celsius worden gebruikt.℃Langdurig printen boven deze temperatuur kan blokkering veroorzaken. Als de temperatuur hoger is dan 250℃Voor het printen zijn printers met een hoge temperatuur, zoals metalen slangen, nodig.
3. Vergeling van geprinte onderdelen na schuimen bij hoge temperaturen is een normaal verschijnsel. Het verlagen van de printtemperatuur kan dit probleem verhelpen.
4. Omdat het PLA-LW-schuim continu in de smeltholte van de hogedrukspuitmond schuimt, werkt de terugtrekking in principe niet. Stringing is normaal tijdens het printen. Het is aan te raden om het RC-vliegtuig in de vaasmodus te printen om het effect van stringing te verminderen.
5. De schuimverhouding is gerelateerd aan de temperatuur, de printsnelheid en de grootte van de spuitmondsmeltholte. Let erop dat u de wanddikte van het modelontwerp vergelijkt met uw eigen printsituatie en pas de extrusiesnelheid, temperatuur, snelheid en andere parameters aan.
Bekijk meer overPLA-filament
- * Productintroductievideo
-
- * Sollicitatie
- * Printmodel
-




-
 PLA-LW HS-parameters voor
PLA-LW HS-parameters voor
Bamboe Lab & Creality -
 Veiligheidsinformatieblad
Veiligheidsinformatieblad -
 TDS
TDS -
 ROHS
ROHS -
 BEREIK
BEREIK
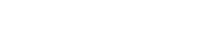
| Dichtheid (g/cm3) | 1.2 |
| Smeltstroomindex | 8,1 (190℃/2,16 kg) |
| Warmtevervormingstemperatuur (℃, 0,45 MPa) | 42 5/10 |
| Treksterkte (MPa) (XY) | 11.39 |
| Treksterkte (MPa)(Z) | 1,74 |
| Rek bij breuk (%)(XY) | 4.02 |
| Rek bij breuk (%) (Z) | 1.52 |
| Buigsterkte (MPa)(XY) | 20.4 |
| Buigsterkte (MPa)(Z) | 3 |
| Buigmodulus (MPa)(XY) | 964.07 |
| Buigmodulus (MPa)(Z) | 206,83 |
| IZOD-slagsterkte (kJ/㎡)(XY) | 5.49 |
| IZOD-slagvastheid (kJ/㎡)(Z) | 0,73 |
| Extrudertemperatuur (℃) | 190-270℃ |
| Bedtemperatuur (℃) | 45-60℃ |
| Ventilatorsnelheid(%) | 100% |
| Afdruksnelheid (mm/s) | 40-100 mm/s |
| Verwarmd bed | Behoefte |
| Afdruk suggesties | Pullback uitschakelen en niet meerdere modellen tegelijk printen |




