


PLA-LW
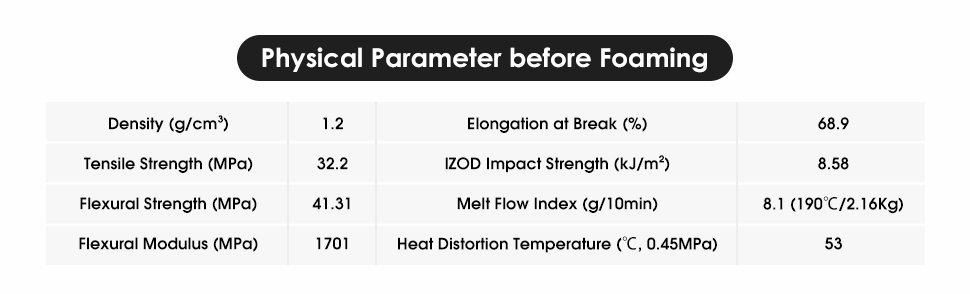
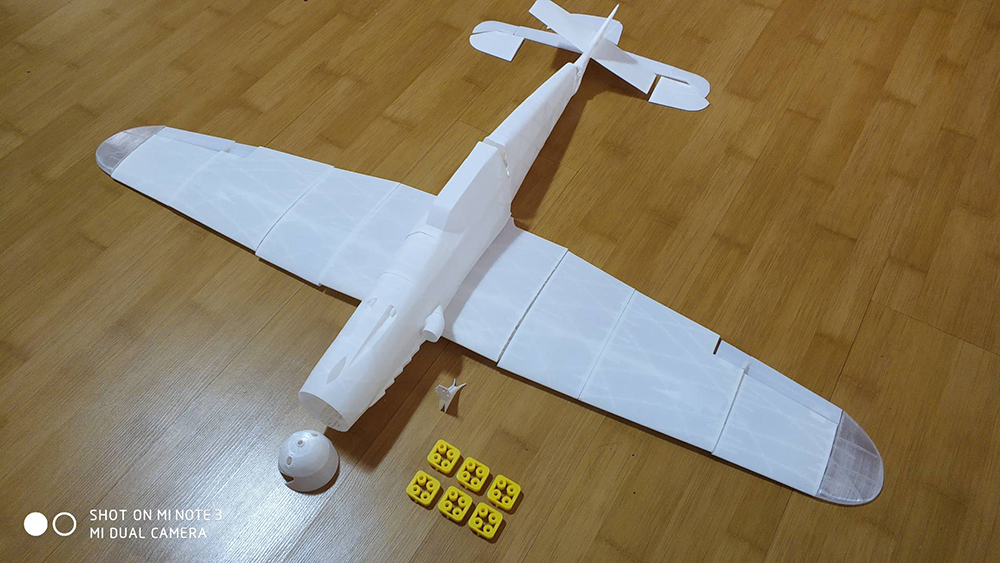
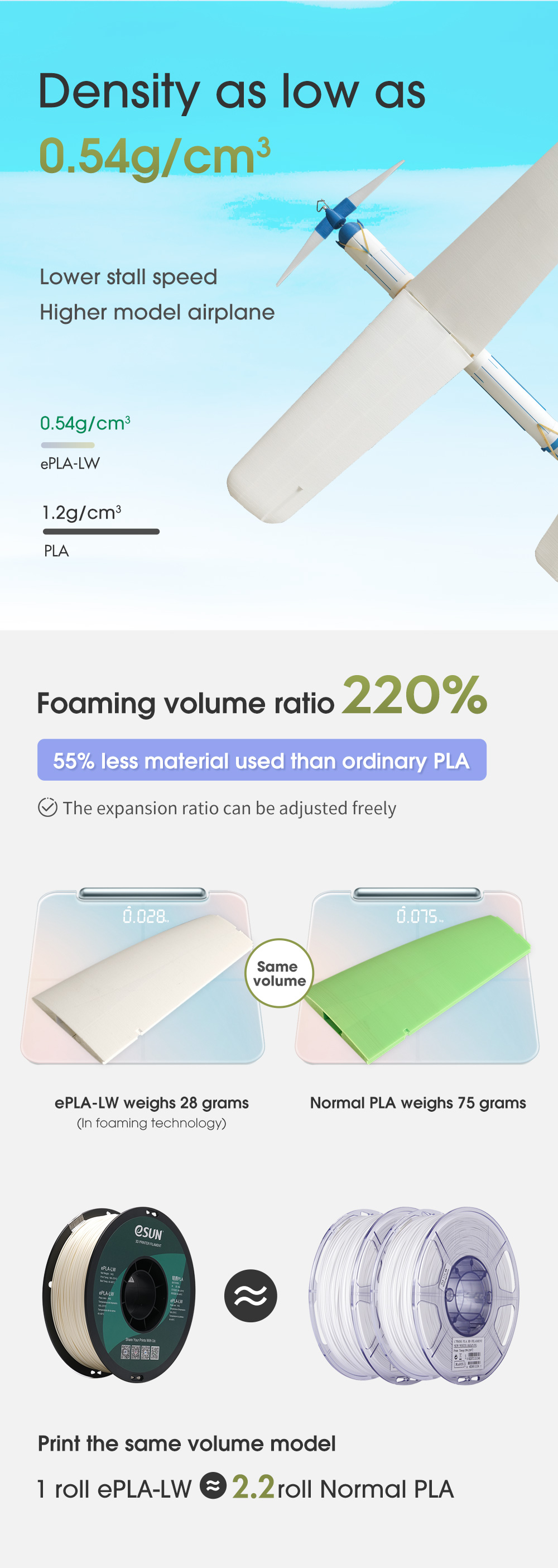
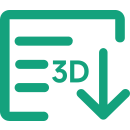
Sợi nhựa pla nhẹPLA-LW là vật liệu được phát triển đặc biệt cho mô hình máy bay. Liên kết giữa các lớp ổn định, tốc độ và cường độ tạo bọt có thể được kiểm soát bằng cách điều chỉnh nhiệt độ in. PLA-LW sử dụng công nghệ tạo bọt chủ động để tạo ra các chi tiết PLA nhẹ, mật độ thấp, tỷ lệ thể tích tạo bọt là 220% và mật độ thấp tới 0,54g/cm3.
- * Sự miêu tả:
-
Sự miêu tả
Việc tạo bọt làm cho các lớp hoa văn gần như vô hình, và bề mặt của sản phẩm in mờ và tinh tế. Dưới cùng một mô hình và cùng tốc độ, sợi pla nhẹ giúp máy bay mô hình có tải trọng cánh nhẹ hơn và tốc độ dừng thấp hơn, có thể cải thiện đáng kể hiệu suất của máy bay mô hình.
Điểm bán hàng
Mật độ thấp tới 0,54g/cm3
Tỷ lệ thể tích tạo bọt 220%
Tự do điều chỉnh độ bền và tỷ lệ tạo bọt
Hiệu ứng bề mặt mờ tuyệt vờiĐộ bám dính giữa các lớp tốt
Dễ sơn
Khả năng in ấn tuyệt vờiMẹo
Ghi chú
1. Lưu ý rằng tốc độ cài đặt lớp đầu tiên phải phù hợp với tốc độ in thực tế, cài đặt ở mức 100% tốc độ in thực tế, tắt chức năng giảm tốc độ in lớp đầu tiên và diện tích nhỏ, tốc độ đùn lớp đầu tiên phải phù hợp với tốc độ đùn tạo bọt thực tế, chẳng hạn như 270 độ cài đặt ở mức 45% tốc độ đùn lớp đầu tiên; nếu độ bám dính của lớp quá mạnh, bạn có thể cài đặt van dưới cùng khi in.
2. Chú ý đến nhiệt độ hoạt động tối đa của máy in. Hầu hết máy in ống Teflon không thể hoạt động trong thời gian dài ở nhiệt độ trên 250°C.℃. In ấn lâu dài ở nhiệt độ trên mức này có thể gây tắc nghẽn. Nếu nhiệt độ vượt quá 250℃, cần có máy in nhiệt độ cao như ống kim loại để in.
3. Hiện tượng ố vàng trên các chi tiết in sau khi tạo bọt ở nhiệt độ cao là hiện tượng bình thường. Giảm nhiệt độ in có thể khắc phục được.
4. Do PLA-LW liên tục tạo bọt trong khoang nóng chảy của vòi phun nhiệt độ cao, nên về cơ bản việc thu hồi không hiệu quả. Việc tạo sợi là bình thường trong quá trình in. Nên in máy bay điều khiển từ xa ở chế độ bình hoa để giảm thiểu ảnh hưởng của việc tạo sợi.
5. Tỷ lệ tạo bọt liên quan đến nhiệt độ, tốc độ in, kích thước khoang nóng chảy của vòi phun, chú ý so sánh độ dày thành thiết kế mô hình theo tình huống in của riêng bạn, điều chỉnh tốc độ đùn, nhiệt độ, tốc độ và các thông số khác.
Xem thêm vềSợi PLA
- * Video giới thiệu sản phẩm
-
- * Ứng dụng
- * Mô hình in
-




-
 Thông số PLA-LW HS cho
Thông số PLA-LW HS cho
Bambu Lab & Creality -
 MSDS
MSDS -
 TDS
TDS -
 Tiêu chuẩn RoHS
Tiêu chuẩn RoHS -
 VỚI TỚI
VỚI TỚI
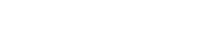
| Mật độ (g/cm3) | 1.2 |
| Chỉ số dòng chảy tan chảy | 8.1(190℃/2.16kg) |
| Nhiệt độ biến dạng nhiệt (℃, 0,45MPa) | 42 5/10 |
| Độ bền kéo (MPa) (XY) | 11.39 |
| Độ bền kéo (MPa) (Z) | 1,74 |
| Độ giãn dài khi đứt (%)(XY) | 4.02 |
| Độ giãn dài khi đứt (%)(Z) | 1,52 |
| Cường độ uốn (MPa) (XY) | 20,4 |
| Cường độ uốn (MPa) (Z) | 3 |
| Mô đun uốn (MPa) (XY) | 964,07 |
| Mô đun uốn (MPa) (Z) | 206,83 |
| Cường độ va đập IZOD (kJ/㎡)(XY) | 5,49 |
| Cường độ va đập IZOD (kJ/㎡)(Z) | 0,73 |
| Nhiệt độ máy đùn (℃) | 190-270℃ |
| Nhiệt độ giường (℃) | 45-60℃ |
| Tốc độ quạt (%) | 100% |
| Tốc độ in (mm/giây) | 40-100mm/giây |
| Giường sưởi ấm | Nhu cầu |
| Gợi ý in ấn | Tắt chế độ pullback và không in nhiều mô hình cùng lúc |




