


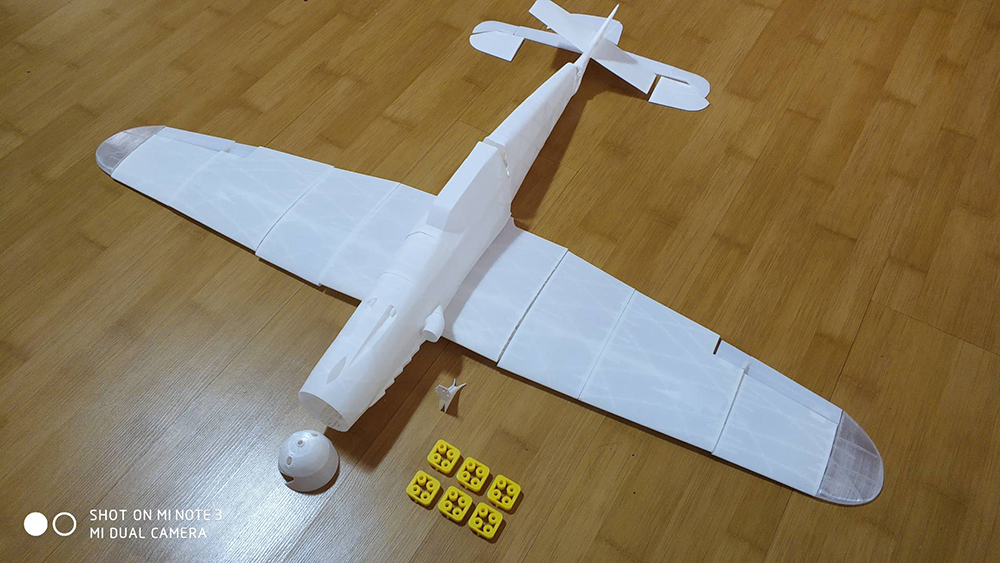
PLA-LW
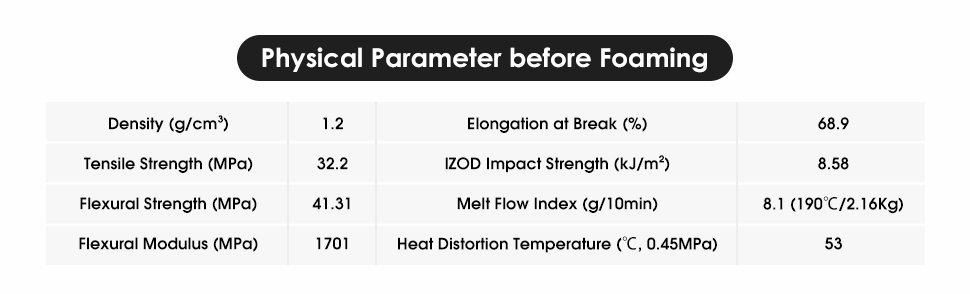
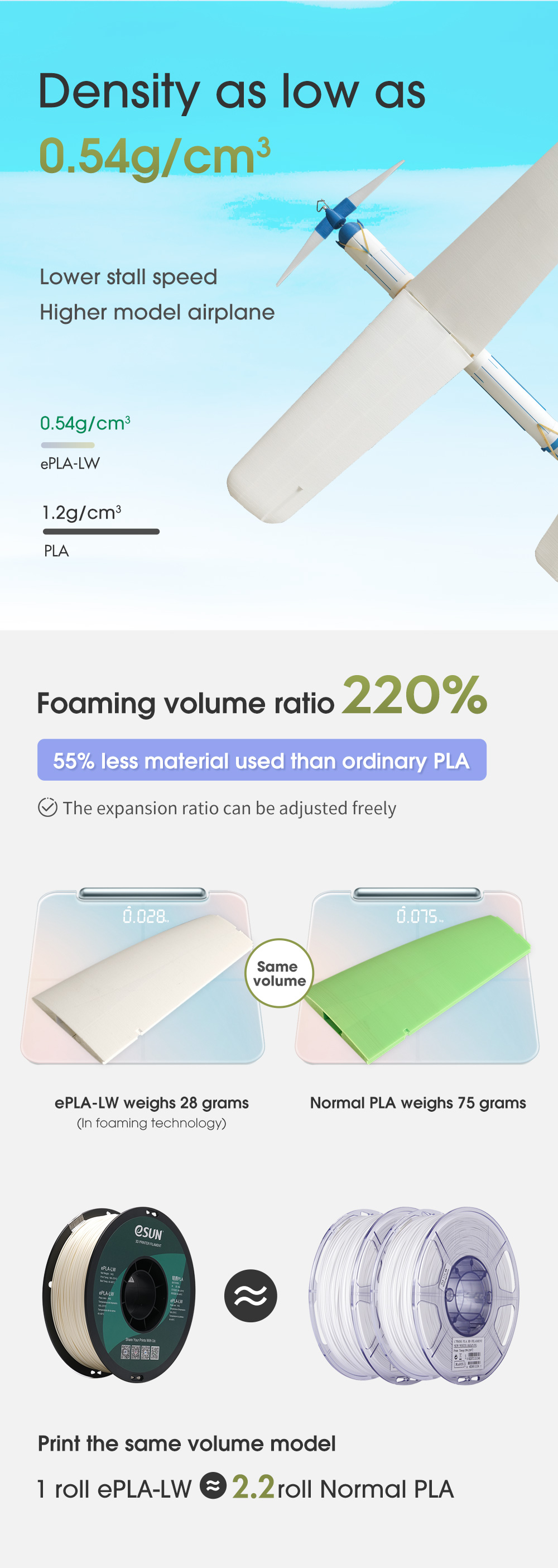
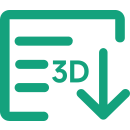
가벼운 PLA 필라멘트항공모형용으로 특별히 개발된 소재입니다. 층간 결합이 안정적이며, 인쇄 온도를 조절하여 발포 속도와 강도를 조절할 수 있습니다. PLA-LW는 능동 발포 기술을 사용하여 가볍고 밀도가 낮은 PLA 부품을 제작하며, 발포 부피비는 220%이고 밀도는 0.54g/cm³로 매우 낮습니다.
- * 설명:
-
설명
발포 가공으로 층층이 쌓인 패턴이 거의 보이지 않으며, 인쇄된 표면은 무광택이고 섬세합니다. 동일한 모델과 동일한 속도에서 경량 PLA 필라멘트를 사용하면 모형 항공기의 날개 하중을 줄이고 실속 속도를 낮출 수 있어 모형 항공기의 성능을 크게 향상시킬 수 있습니다.
셀링포인트
밀도는 0.54g/cm3 정도로 낮음3
발포량 비율 220%
강도 및 발포율 자유 조절 가능
우수한 무광 표면 효과층간 접착력이 우수함
쉽게 칠할 수 있어요
우수한 인쇄성팁
노트
1. 첫 번째 레이어 속도 설정은 실제 인쇄 속도와 일치해야 하며, 실제 인쇄 속도의 100%로 설정하고, 첫 번째 레이어와 소영역 인쇄 속도 감소 기능을 끄면 첫 번째 레이어 압출 속도가 실제 발포 압출 속도와 일치합니다. 예를 들어 270도는 첫 번째 레이어 압출 속도의 45%로 설정됩니다. 베드 접착력이 너무 강하면 인쇄 시 하단 밸브를 설정할 수 있습니다.
2. 프린터의 최대 작동 온도에 주의하십시오. 대부분의 테플론 튜브 프린터는 250°C 이상에서 장시간 작동할 수 없습니다.℃. 이 온도 이상에서 장시간 인쇄하면 블로킹이 발생할 수 있습니다. 온도가 250°F를 초과하면℃인쇄에는 금속 호스와 같은 고온 프린터가 필요합니다.
3. 고온 발포 후 인쇄된 부품의 황변은 정상적인 현상입니다. 인쇄 온도를 낮추면 이러한 현상을 완화할 수 있습니다.
4. PLA-LW는 고온 노즐의 용융 캐비티에서 지속적으로 발포되므로 수축이 기본적으로 작동하지 않습니다. 출력 중 스트링잉(stringing)은 정상적인 현상입니다. 스트링잉 효과를 줄이려면 RC 비행기를 꽃병 모드로 출력하는 것이 좋습니다.
5. 발포율은 온도, 인쇄 속도, 노즐 용융 캐비티 크기와 관련이 있습니다. 인쇄 상황에 따라 모델 설계 벽 두께를 비교하고 압출 속도, 온도, 속도 및 기타 매개 변수를 조정하는 데 주의하십시오.
더 보기PLA 필라멘트
- * 제품 소개 영상
-
- * 애플리케이션
- * 프린트 모델
-




-
 PLA-LW HS 매개변수
PLA-LW HS 매개변수
Bambu Lab & Creality -
 물질안전보건자료
물질안전보건자료 -
 TDS
TDS -
 ROHS
ROHS -
 도달하다
도달하다
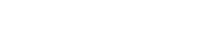
| 밀도(g/cm3) | 1.2 |
| 용융 흐름 지수 | 8.1(190℃/2.16kg) |
| 열변형온도(℃,0.45MPa) | 42 5/10 |
| 인장강도(MPa) (XY) | 11시 39분 |
| 인장강도(MPa)(Z) | 1.74 |
| 파단신율(%)(XY) | 4.02 |
| 파단신율(%)(Z) | 1.52 |
| 굽힘 강도(MPa)(XY) | 20.4 |
| 굽힘강도(MPa)(Z) | 3 |
| 굽힘 탄성률(MPa)(XY) | 964.07 |
| 굽힘탄성률(MPa)(Z) | 206.83 |
| 아이조드 충격강도(kJ/㎡)(XY) | 5.49 |
| 아이조드 충격강도(kJ/㎡)(Z) | 0.73 |
| 압출기 온도(℃) | 190~270℃ |
| 베드 온도(℃) | 45~60℃ |
| 팬 속도(%) | 100% |
| 인쇄 속도(mm/S) | 40~100mm/초 |
| 가열 침대 | 필요 |
| 인쇄 제안 | 풀백을 끄고 여러 모델을 함께 인쇄하지 마세요 |




