


ПЛА-ЛВ
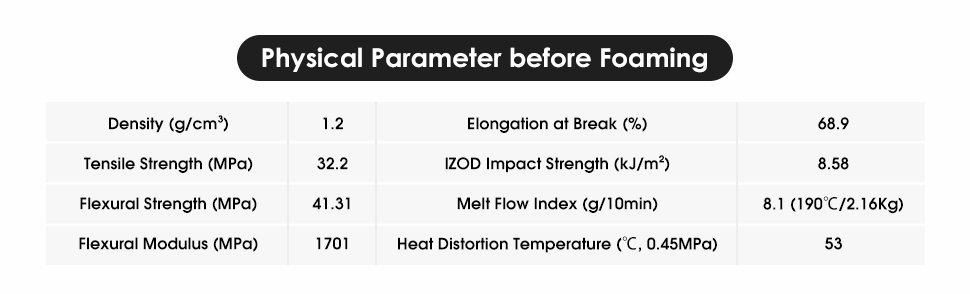
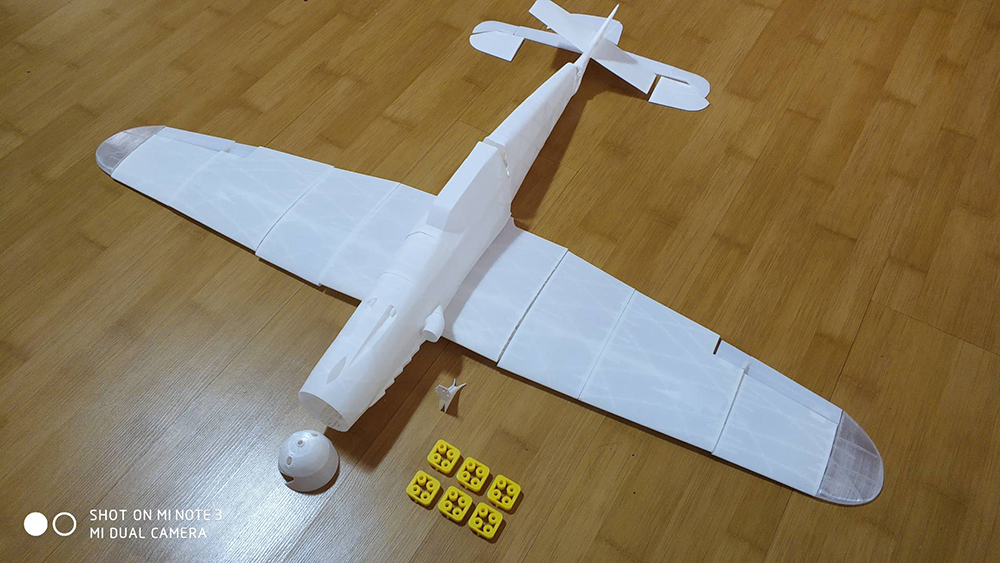
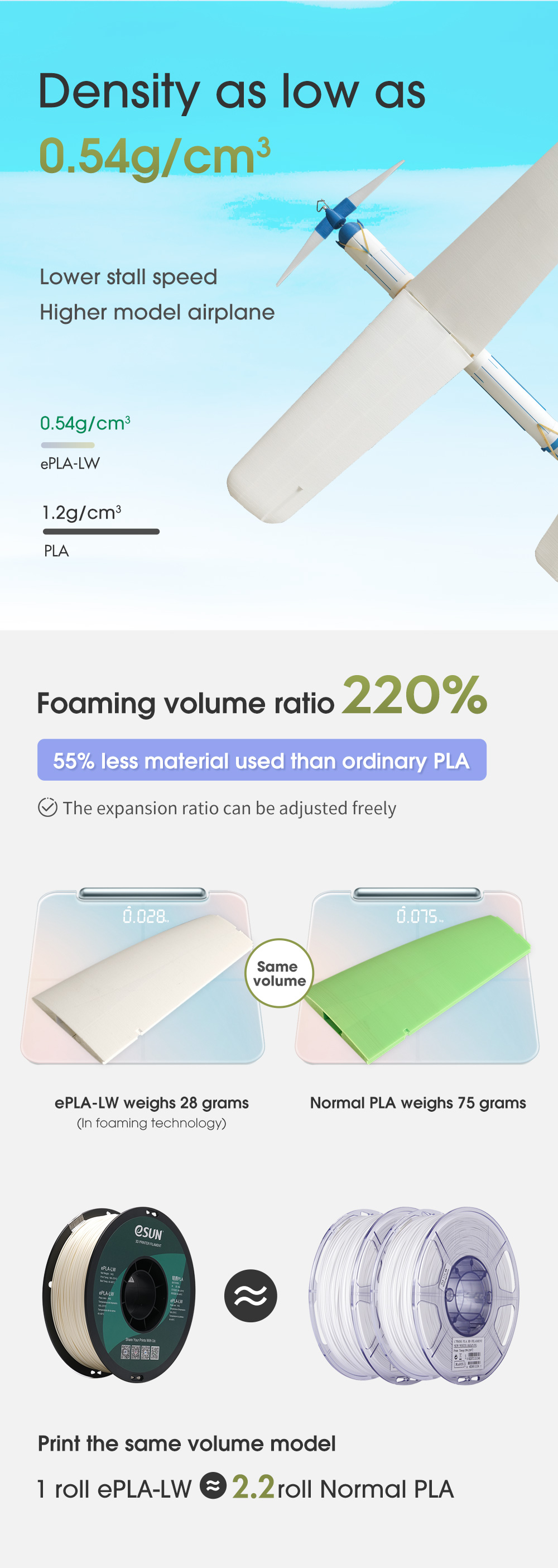
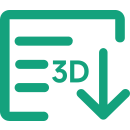
Легкая нить plaМатериал PLA-LW специально разработан для авиамоделирования. Межслоевое соединение стабильно, а скорость и прочность вспенивания можно контролировать, регулируя температуру печати. PLA-LW использует технологию активного вспенивания для получения лёгких деталей из PLA низкой плотности: объёмный коэффициент вспенивания составляет 220%, а плотность — всего 0,54 г/см³.
- *Описание:
-
Описание
Вспенивание делает многослойный рисунок практически незаметным, а поверхность отпечатанного изделия матовой и нежной. При использовании лёгкого пластика pla-filament, при той же модели и на той же скорости, модель самолёта будет иметь меньшую нагрузку на крыло и меньшую скорость сваливания, что может значительно улучшить её летно-технические характеристики.
Преимущества продажи:
Плотность всего 0,54 г/см33
Объемная доля пены 220%
Свободная регулировка крепости и степени пенообразования
Отличный матовый эффект поверхностиХорошая межслоевая адгезия
Легко красить
Отличная печатаемостьСоветы
Примечания
1. Обратите внимание, что настройка скорости первого слоя соответствует фактической скорости печати, установите ее на 100% от фактической скорости печати, отключите функцию снижения скорости печати первого слоя и печати на малых площадях, скорость экструзии первого слоя соответствует фактической скорости экструзии вспенивания, например, 270 градусов установите на 45% от скорости экструзии первого слоя; если адгезия к столу слишком сильная, вы можете настроить нижний клапан во время печати.
2. Обратите внимание на максимальную рабочую температуру принтера. Большинство принтеров с тефлоновыми трубками не могут работать длительное время при температуре выше 250°C.℃Длительная печать при температуре выше этой может привести к блокировке. Если температура превышает 250°C,℃для печати требуются высокотемпературные принтеры, такие как металлические шланги.
3. Пожелтение отпечатанных деталей после высокотемпературного вспенивания — нормальное явление. Снижение температуры печати может устранить этот эффект.
4. Поскольку PLA-LW непрерывно вспенивается в расплавленной полости высокотемпературного сопла, ретракт практически не работает. Образование волокнистых наплывов является нормальным явлением во время печати. Рекомендуется печатать RC-плоскость в режиме «Ваза», чтобы уменьшить эффект образования волокнистых наплывов.
5. Коэффициент вспенивания зависит от температуры, скорости печати, размера полости плавления сопла. Обратите внимание на толщину стенки конструкции модели в соответствии с вашими собственными условиями печати, отрегулируйте скорость экструзии, температуру, скорость и другие параметры.
Узнать больше оФиламент PLA
- *Видео-обзор продукта
-
- *Применение
- *Печать модели
-




-
 Параметры PLA-LW HS для
Параметры PLA-LW HS для
Bambu Lab & Creality -
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 REACH
REACH
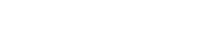
| Плотность (г/см3) | 1.2 |
| Индекс текучести расплава | 8.1(190℃/2.16кг) |
| Температура тепловой деформации (℃, 0,45 МПа) | 42 5/10 |
| Прочность на растяжение (МПа) (XY) | 11.39 |
| Прочность на растяжение (МПа)(Z) | 1.74 |
| Удлинение при разрыве (%)(XY) | 4.02 |
| Удлинение при разрыве (%)(Z) | 1.52 |
| Прочность на изгиб (МПа)(XY) | 20.4 |
| Прочность на изгиб (МПа)(Z) | 3 |
| Модуль упругости при изгибе (МПа)(XY) | 964.07 |
| Модуль упругости при изгибе (МПа)(Z) | 206.83 |
| Ударная вязкость по Изоду (кДж/м2) (XY) | 5.49 |
| Ударная вязкость по Изоду (кДж/м2) (Z) | 0,73 |
| Температура экструдера (℃) | 190-270℃ |
| Температура слоя (℃) | 45-60℃ |
| Скорость вентилятора(%) | 100% |
| Скорость печати (мм/с) | 40-100 мм/с |
| Кровать с подогревом | Нуждаться |
| Предложения по печати | Отключите откат и не печатайте несколько моделей вместе. |




