


中国人民解放軍軽戦車
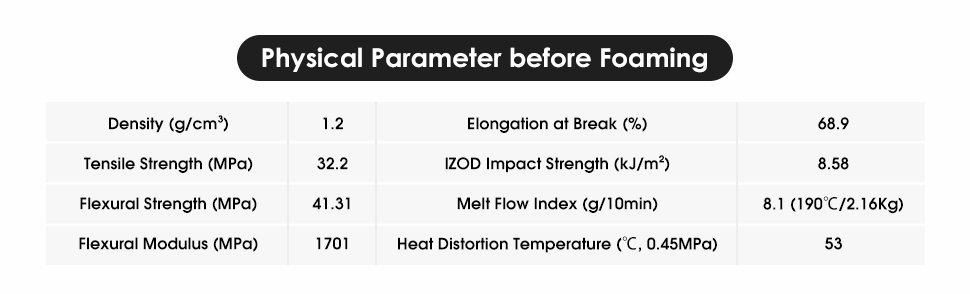
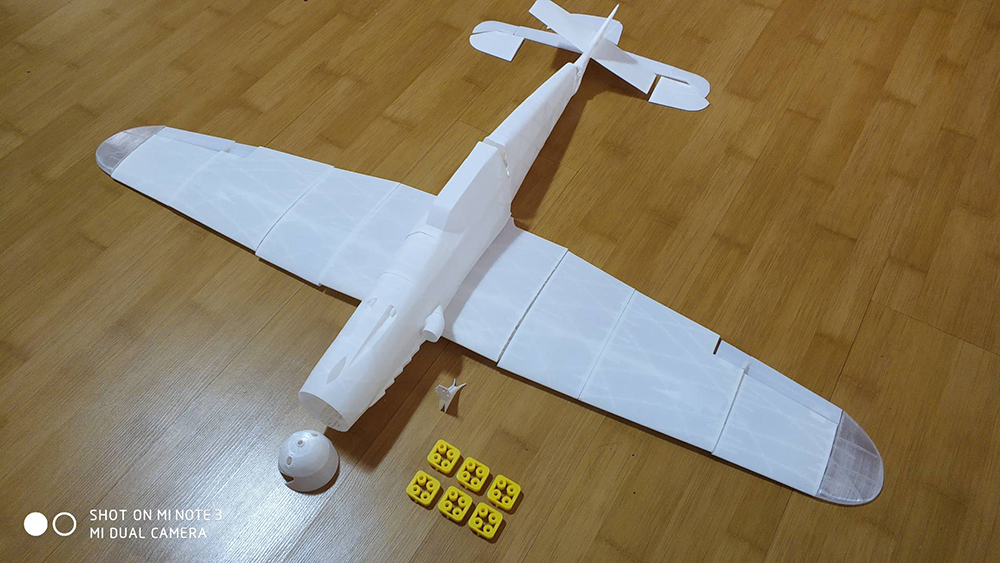
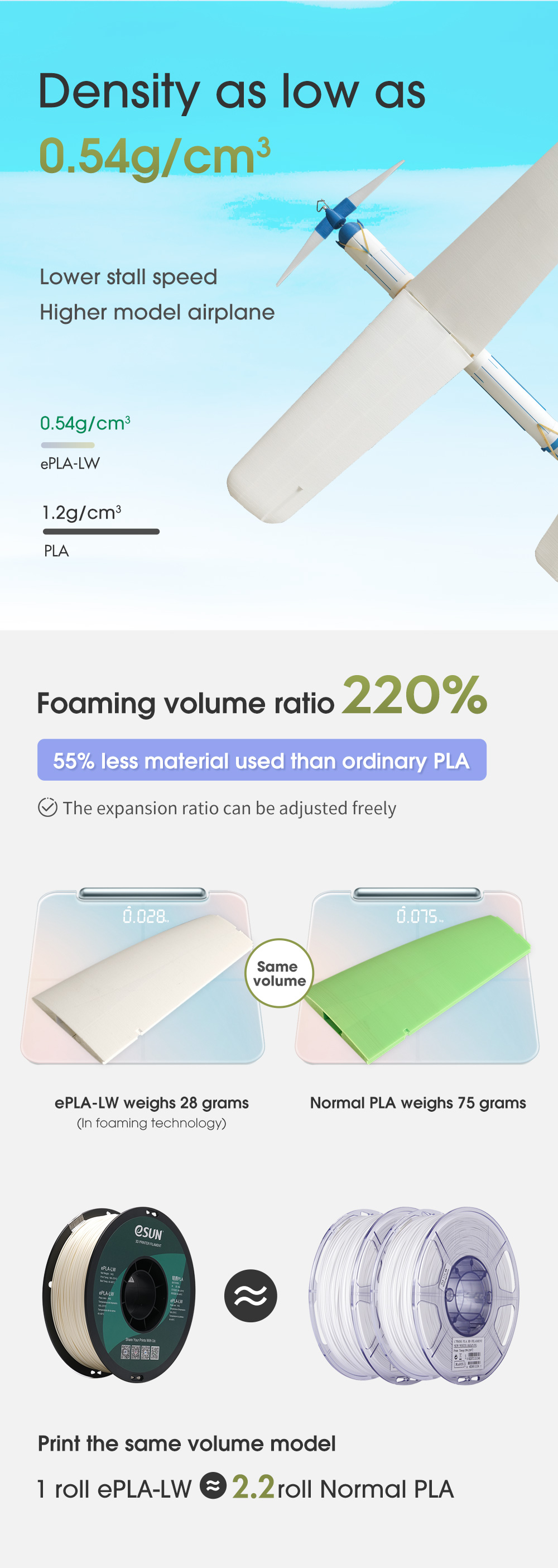
軽量PLAフィラメント航空模型用に特別に開発された材料です。層間結合が安定しており、印刷温度を調整することで発泡率と強度を制御できます。PLA-LWはアクティブ発泡技術を採用し、軽量で低密度のPLA部品を実現しています。発泡体積率は220%、密度は0.54g/cm3と非常に低くなっています。
- * 説明:
-
説明
発泡により、層状の模様はほとんど見えなくなり、印刷物の表面はマットで繊細な仕上がりになります。同じモデルで同じ速度で印刷した場合、軽量PLAフィラメントを使用することで、模型飛行機の翼面荷重が軽減され、失速速度も低下するため、模型飛行機の性能が大幅に向上します。
セールスポイント
密度は0.54g/cmと低い3
発泡体積比220%
強度と発泡率を自由に調整
優れたマット表面効果良好な層間接着
塗装が簡単
優れた印刷性ヒント
注記
1. 第 1 層の速度設定は実際の印刷速度と一致していることに注意してください。実際の印刷速度の 100% に設定し、第 1 層と小領域印刷速度低下機能をオフにします。第 1 層の押し出し速度は実際の発泡押し出し速度と一致します。たとえば、270 度は第 1 層押し出し速度の 45% に設定します。ベッドの接着が強すぎる場合は、印刷時に底部バルブを設定できます。
2. プリンターの最高動作温度に注意してください。ほとんどのテフロンチューブプリンターは、250℃を超えると長時間動作しません。℃この温度を超えて長時間印刷すると、ブロッキングが発生する可能性があります。温度が250℃を超えると、℃印刷には金属ホースなどの高温プリンタが必要です。
3. 高温発泡後の印刷部品の黄ばみは正常な現象です。印刷温度を下げることで軽減できます。
4. PLA-LWは高温ノズルの溶融キャビティ内で連続的に発泡するため、基本的に収縮は機能しません。印刷中に糸引きが発生するのは正常です。糸引きの影響を軽減するために、RCプレーンを花瓶モードで印刷することをお勧めします。
5. 発泡率は温度、印刷速度、ノズルの溶融キャビティのサイズに関係するため、自分の印刷状況に応じてモデル設計の壁の厚さを比較し、押し出し速度、温度、速度などのパラメータを調整することに注意します。
詳細はこちらPLAフィラメント
- * 製品紹介ビデオ
-
- * 応用
- * 印刷モデル
-




-
 PLA-LW HSパラメータ
PLA-LW HSパラメータ
バンブーラボ&クレアリティ -
 製品安全データシート
製品安全データシート -
 TDS
TDS -
 ROHS
ROHS -
 到着
到着
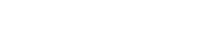
| 密度(g/cm3) | 1.2 |
| メルトフローインデックス | 8.1(190℃/2.16kg) |
| 熱変形温度(℃,0.45MPa) | 42 5/10 |
| 引張強度(MPa) (XY) | 11.39 |
| 引張強度(MPa)(Z) | 1.74 |
| 破断伸び(%)(XY) | 4.02 |
| 破断伸び(%)(Z) | 1.52 |
| 曲げ強度(MPa)(XY) | 20.4 |
| 曲げ強度(MPa)(Z) | 3 |
| 曲げ弾性率(MPa)(XY) | 964.07 |
| 曲げ弾性率(MPa)(Z) | 206.83 |
| アイゾット衝撃強度(kJ/㎡)(XY) | 5.49 |
| アイゾット衝撃強度(kJ/㎡)(Z) | 0.73 |
| 押出機温度(℃) | 190~270℃ |
| ベッド温度(℃) | 45~60℃ |
| ファン速度(%) | 100% |
| 印刷速度(mm/S) | 40~100mm/秒 |
| 加熱ベッド | 必要 |
| 印刷の提案 | プルバックをオフにして、複数のモデルを一緒に印刷しないでください |




